
We understand that you need to save time and money. So we would like to show you the most cost-effective way to join extruded aluminium t-slot profile.

This is the standard joining method for T Slot Aluminium profiles and is surprisingly quick and easy. In less than 60 seconds one can make a strong joint connection between aluminium t-slot extrusions at a minimal cost. There is no complicated machining involved. There are no special tools required. This can be done on-site without welding or the need for a hot work permit.
Follow this step-by-step guide to learn how.
** For your own safety sake, please ensure that you follow all relevant safety procedures and guidelines when operating machinery and using power tools. **

1. Cut your profile to length.
It is important to make a clean accurate cut because this will impact the quality of your finished join. Use a good quality saw with the correct type of blade for cutting aluminium. A good supply of quality cutting fluid will be needed to prevent profile and blade overheating. Make sure that your profile piece is securely clamped. To save you time we are able to cut your aluminium profile to length for you. You simply need to provide us with a cut list.
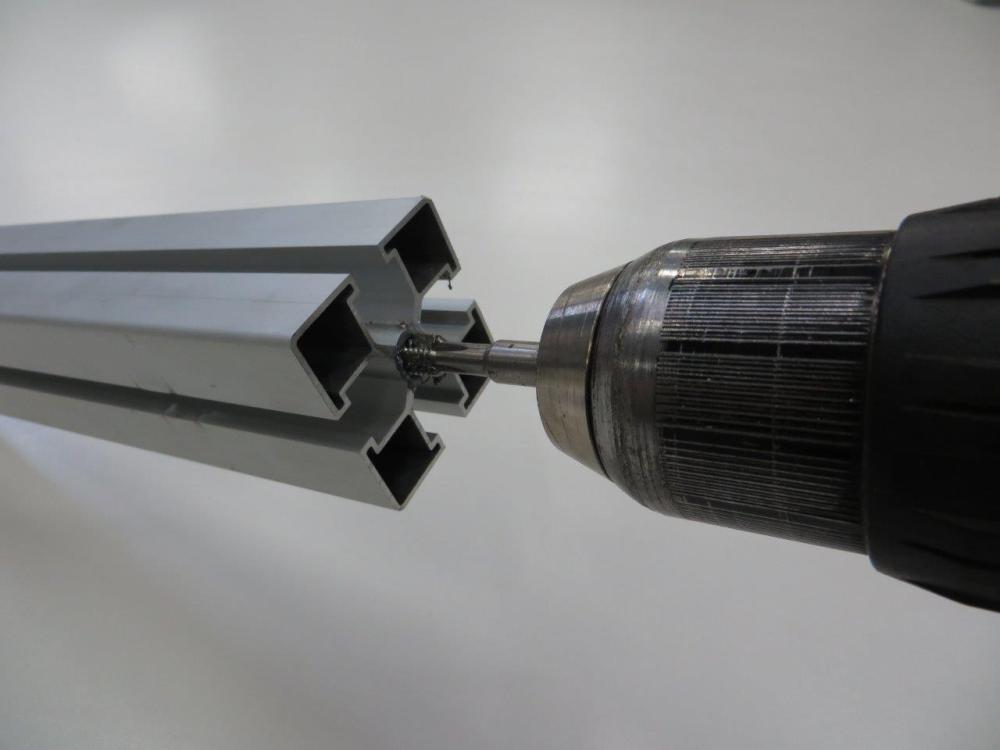
2. Tap the core hole at the end to be joined.
This is a very simple and quick process as the core is perfectly formed to the correct size for tapping. Use an M8 tap for slot 8 series, or M6 for slot 6 series, profiles. Using an extrusion tap and the correct cutting paste will ensure a perfect thread will be formed.

3. Drill an access hole for your hex key.
Use a drill press, or drill guide, to accurately position the hole and not damage the profile piece. We generally use a drill press specially set up for this job. The drill guide is only really useful when you don’t have a drill press or when you’re on-site needing to drill a hole.

4. Fit a low profile cap screw and washer to the hole you tapped earlier.

5. Slide the washer and cap screw head into the slot.
Move it into the slot so that the cap screw lines up with the hole drilled earlier.

6. Using the access hole you drilled earlier tighten the cap screw with your hex key.
Make sure that the two sections of t-slot are perfectly aligned as you tighten up the join.
You have now created a strong joint in aluminium t-slot extrusion.
There are several alternative methods of joining T Slot aluminium profiles. These alternative methods are useful under different circumstances. If you would like more information please check out our blog. We have articles about through-body joins and joins using clamping plates
Check out this tutorial on how to make a standard connection in T Slot Aluminium.
T Slot Aluminium Extruded Profiles and accessories supplied by GAP Engineering in Queensland





